Plotting a Pathway to Profitable Additive Manufacturing
The cost per pound for a metal AM part may be shocking, but that knowledge is essential to plan a journey to success with Additive Manufacturing.

Share














Applying the that I provided previously is the first step to identifying whether a part is a potential candidate for Additive Manufacturing (AM). Ensuring that the material is available, the part fits within the AM build envelope and the complex features seem to justify the use of AM (versus numerous setups or changeovers on a mill, say) only means that a part can be printed; it does not mean that it should be printed. That is where sticker shock comes into play, particularly with metal AM processes like powder bed fusion.
Several months ago, I shared that relied only on the weight and height of the part, the cost of the powder and the cost to operate the AM system. Armed with that information and a few technical specifications about the AM machine (build rate, layer height, recoating time), an estimate for the total cost of a metal AM part could be found by working backward from the industry average for printing (59.2 percent), pre- (14.4 percent) and post- (26.4 percent) processing costs. No CAD model was required, just the material, the weight of the part and its maximum possible height.



If we ignore the build height for a moment, then estimating the cost of a metal AM part is simply a function of its weight and material, allowing users to develop an estimate of the total cost per kilogram (or price per pound) of any metal AM part. This is where the numbers are a bit shocking.
By estimating the total $/lb of a metal AM part, users gain insight to plot a profitable pathway to AM success.
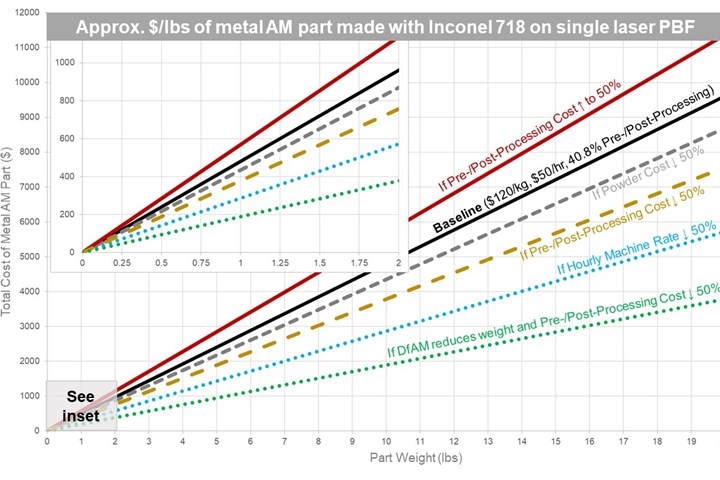
Let’s take Inconel 718 as an example. It costs roughly $120/kg for powder feedstock, and the material density and volumetric build rate for this material on an EOS M290 is 8.15 g/cm3 and 4.2 mm3/sec, respectively. If we decrement the build rate by 80 percent as advised in my simple cost model and multiple that by the density, then we find that the material build rate is just shy of 100 g/hr (98.58 g/hr to be exact, if I did my math and units right). If the machine operating cost is, say, $50/hr fully burdened, then the printing cost per gram is $0.51/g or $507/kg. Don’t believe me? Do the math.
Sadly, we are not done yet. The material cost and machine cost are only 59.2 percent of the total cost based on the industry averages I cited earlier. That means the total cost of a metal AM part is found by adding material cost ($120/kg) and machine cost ($507/kg) and multiplying by 1.689 (= 1/0.592). Note that if the industry average printing cost was 50 percent of the total cost (vs. 59.2 percent), then the pre-/post-processing cost would be 50 percent, which means the total cost would simply be double the sum of machine cost and material cost — much easier math to do.
Putting this all together, a rough estimate for the total cost per kilogram of a metal AM part made with Inconel 718 is $1060/kg { = ($120/kg of material + $507/kg of machine time)/0.592} or $1.06/g. That’s $480/lbs for those who prefer English units. Ouch! Reality bites, especially since we have ignored several cost drivers, including build height, which drives up machine time even higher.
Fortunately, by knowing this number and where it comes from, it is possible to plan a path to profitability. By varying some of these assumptions, users can plot the cost-per-kilogram as I have done in the figure and identify ways to achieve a given cost target. How much cheaper does the material need to be? How much faster does the machine need to be or is it possible to amortize (or depreciate) the cost of the machine differently to reduce its hourly rate? Better yet, how do I reduce the pre- and/or post-processing costs to minimize the multiplier? My personal favorite: how can I use design for AM (DfAM) to minimize volume, build time, material cost and pre-/post-processing cost all at once? Again, it is plain to see why because it is the fastest way to move down these cost curves.
I ran the numbers for Ti-6Al-4V, AlSi10Mg and 17-4PH using metal 3D printing material data from EOS. The results are $1347/kg, $2285/kg and $1287/kg, respectively, for a laser powder bed fusion with a single laser. Some may find this surprising, given that Ti-6Al-4V is the most expensive material ($360/kg) compared to AlSi10Mg ($78/kg) and 17-4PH ($91/kg). The difference lies in the build rate for Ti-6Al-4V, which is among the fastest available, in large part due to thicker layers (60 mm vs. 30 mm and 40 mm, respectively). The low build rate and low material density of aluminum combine to make it one of the most expensive metals to use in AM, even though the powder is the cheapest. This just goes to show that a material that may have been too expensive for conventional manufacturing may be within reach when you use AM.
While the cost model is admittedly simple and there are lots of underlying assumptions, it gives insight into AM. The ability to run a sensitivity analysis or ask “what if” questions with this approach can help a company navigate the pathways available to them and find one that leads to a profitable part — if not now, then in the future, as machines get faster and costs come down.
While finding a pathway to profitable AM is good, don’t lose sight of the fact that AM is only one way to make the part a reality. The real challenge lies in being more cost-effective than the other manufacturing options available. By knowing the cost per kilogram, though, it’s possible to see success with AM — once the sticker shock wears off.

Related Content

6 Machine Shop Essentials to Stay Competitive
If you want to streamline production and be competitive in the industry, you will need far more than a standard three-axis CNC mill or two-axis CNC lathe and a few measuring tools.
Read More
How to Determine the Currently Active Work Offset Number
Determining the currently active work offset number is practical when the program zero point is changing between workpieces in a production run.
Read More
How to Evaluate Measurement Uncertainty
Manufacturing and measurement are closely coupled. An important consideration for the use of measurement results is the associated measurement uncertainty. This article describes common metrology terms and provides an example uncertainty analysis.
Read More
4 Tips for Staying Profitable in the Face of Change
After more than 40 years in business, this shop has learned how to adapt to stay profitable.
Read MoreRead Next

Last Chance! 2025 Top Shops Benchmarking Survey Still Open Through April 30
Don’t miss out! 91ĘÓƵÍřŐľÎŰ's Top Shops Benchmarking Survey is still open — but not for long. This is your last chance to a receive free, customized benchmarking report that includes actionable feedback across several shopfloor and business metrics.
Read More
AMRs Are Moving Into Manufacturing: 4 Considerations for Implementation
AMRs can provide a flexible, easy-to-use automation platform so long as manufacturers choose a suitable task and prepare their facilities.
Read More
Machine Shop MBA
Making Chips and 91ĘÓƵÍřŐľÎŰ are teaming up for a new podcast series called Machine Shop MBA—designed to help manufacturers measure their success against the industry’s best. Through the lens of the Top Shops benchmarking program, the series explores the KPIs that set high-performing shops apart, from machine utilization and first-pass yield to employee engagement and revenue per employee.
Read More