With Great Power Comes Great Responsibility
Manufacturing equipment is powerful, and things that are powerful also tend to be dangerous. Has your shop taken the necessary safety precautions?

Share














One idea that’s commonly emphasized by efforts to attract fresh talent to our industry is that the most modern manufacturing facilities are not as dangerous as the factories of yesteryear. That may be true on the whole. However, the fact remains that the equipment MMS readers interact with day-in and day-out tends to be powerful, to say the least. And as we all learned from Spider Man, great power comes with great responsibility. Specifically, the responsibility to ensure people respect that power and stay safe, using standardized, enforceable procedures to that end wherever possible.
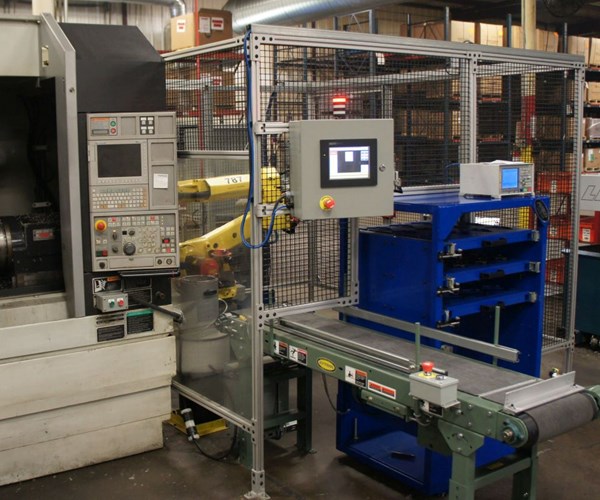
Consider how people interact with the many robots on the floor at , an automotive manufacturer in Southwest Michigan (the company’s transition from HMC to VMC cells was the subject of this feature article). As you can see above, these robots are surrounded by cages, and for good reason: When every cent of per-part cost means the difference between success and failure, speed is paramount, and these bots brake for no one, following programmed routines to the letter regardless of who or what may be in the way.



When employees do enter the cage, it’s not a simple matter of opening the door. There’s a lockout/tagout procedure involved. The first step is retrieving a lock and a hasp from a group box located on the exterior of the cage surrounding each cell. The hasp attaches to the interlock mechanism of the door, and the employee’s badge attaches to the hasp via “lockout” holes on the badges. With the lock, badge and hasp in place, the employee removes the key and pockets it, where it remains until the lock is ready to be removed. Under no circumstances is the employee permitted to give the key to someone else or to lose possession of it. Any additional employees that enter the cage must also place their badges and locks on the group hasp and secure the key. Once finished, employees remove their locks and badges and return the locks (locked, with the key inserted) to the group box. The last person to exit removes the group hasp, shuts the cage door and returns the hasp to the box.

A robot transfers a part from machine to dedicated etching station in one of Vickers Engineering’s new cells, which employ VMCs instead of the HMCs that made up the majority of previous cells. This article details strategies for making this transition work.
Although the industry has come a long way when it comes to safety, there’s reason for such involved procedures: Shopfloor work always has been, and likely always will be, inherently dangerous to some extent. One false move can change lives, and although today’s manufacturing equipment is safer and more autonomous than ever before, built-in systems aren’t always enough to prevent that from happening. Safety takes thought and effort, and formal procedures and checklists are arguably even more important these days as companies continue attempts to attract young people to the field—young people who often have zero experience in a manufacturing environment.
For more on this topic, check out from MMS sister publication Production Machining. Whether you have robots or not, author Miles Free, a regular PM contributor and director of technology services at the (PMPA), offers a useful checklist of things to watch out for in your own operation.

Related Content

Using Automation to Reduce COGS and Stay Globally Competitive
Decade-long, multiphase automation investments lower operating costs and maintain technology lead in an increasingly competitive global market.
Read More
Lean Approach to Automated Machine Tending Delivers Quicker Paths to Success
Almost any shop can automate at least some of its production, even in low-volume, high-mix applications. The key to getting started is finding the simplest solutions that fit your requirements. It helps to work with an automation partner that understands your needs.
Read More
How to Accelerate Robotic Deburring & Automated Material Removal
Pairing automation with air-driven motors that push cutting tool speeds up to 65,000 RPM with no duty cycle can dramatically improve throughput and improve finishing.
Read More
Setting Up the Building Blocks for a Digital Factory
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.
Read MoreRead Next

Machine Shop MBA
Making Chips and 91ĘÓƵÍřŐľÎŰ are teaming up for a new podcast series called Machine Shop MBA—designed to help manufacturers measure their success against the industry’s best. Through the lens of the Top Shops benchmarking program, the series explores the KPIs that set high-performing shops apart, from machine utilization and first-pass yield to employee engagement and revenue per employee.
Read More
AMRs Are Moving Into Manufacturing: 4 Considerations for Implementation
AMRs can provide a flexible, easy-to-use automation platform so long as manufacturers choose a suitable task and prepare their facilities.
Read More
Last Chance! 2025 Top Shops Benchmarking Survey Still Open Through April 30
Don’t miss out! 91ĘÓƵÍřŐľÎŰ's Top Shops Benchmarking Survey is still open — but not for long. This is your last chance to a receive free, customized benchmarking report that includes actionable feedback across several shopfloor and business metrics.
Read More